Efficient Distillation System Manufactures in India
The solvent recovery system from a leading Distillation Manufacturer in India uses a multi-stage distillation approach to recover solvents from waste streams. By leveraging differences in boiling points between solvents and contaminants, the solution is heated to vaporize the mixture, then vapors are condensed into separate liquid fractions across different tanks.
Capacities: Pilot scale to commercial scale :
We are offerings as a trusted Distillation Manufacturer in India: :
Multi-component distillation system
Multi-stream distillation system
Azeotropic distillation system
Vacuum distillation system
Reactive distillation system
Extractive distillation system
Solvent dehydration via molecular sieve (PSA & TSA)
Our Capacities: Pilot scale to commercial scale
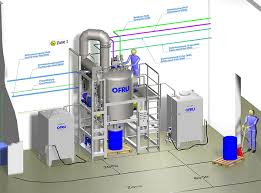
Solvent Recovery Unit
As a reputed Distillation Manufacturer in India, we engineer our Solvent Recovery Unit (SRU) to reclaim and purify solvents from industrial processes. This helps reduce waste, lower operating costs, and supports environmental sustainability.
Key benefits of SRU by a premier Distillation Manufacturer in India: :-
Energy-Efficient: :-
Integrated advanced heat recovery systems to lower energy usage and operational cost
Optimized & Precise Design: :-
Engineered for utmost purity and maximum recovery efficiency
Multi-Stream Design: :-
Can handle multiple solvent streams in campaign mode
Safety Systems: :-
Equipped with pressure relief valves, temperature controllers, emergency shutdown systems
Technical Specifications
1. Separation Technology :-
Continuous and batch distillation columns
Vacuum Distillation
Steam Stripping.
Molecular sieve dehydration (Pressure Swing & Temperature Swing Adsorption)
Membrane pervaporation
2. Types of compounds handled: :-
Alcohols:
Aldehydes & Ketones:
Acids, Ethers & Esters:
Hydrocarbons:
Plant Capacity & Product Recovery
3. Plant Capacity and Product Recovery
Industrial scale: 5 KLD up to 2400 KLD
Pilot scale: 500 L/day up to 5 KLD
Product recovery: Up to 99.5%
4. Customization Options: As a leading Distillation Manufacturer in India, we offer customization based on: